
特点
特有的双头形状
1把刀具可使用2个切削刃,经济性大幅提高。
丰富的产品种类
小型零件高精度加工所需的镗孔加工、槽加工、螺纹加工系列实现标准化,产品分为有断屑槽和无断屑槽两种,可对应各种加工形态。

・镗孔加工
最小加工直径 : φ2.2 mm~
刀尖圆弧半径R : 0.05, 0.1, 0.15, 0.2
・仿形加工
最小加工直径 : φ3.5 mm~
・槽加工
最小加工直径 : φ3 mm~
・螺纹加工
最小加工直径 : φ3 mm~
可选择有断屑槽或无断屑槽
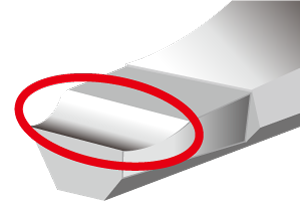
有断屑槽
大宽度断屑槽可降低切削阻力。
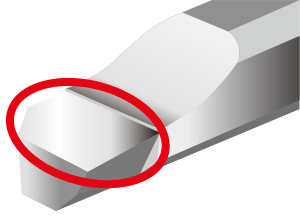
无断屑槽
抛光的前刀面,可抑制切屑粘结。

切削性能
抛光的前刀面效果
不锈钢加工的加工面
抛光的前刀面可抑制切屑粘结,实现高品质加工面。

工件材料:SUS304 使用刀具:CB05RS,VP15TF
切 削 速 度:vc = 100 m/min 每转进给量: f = 0.02 mm/rev
切削深度: ap = 0.1 mm 冷却方式: 湿式切削
新型套筒
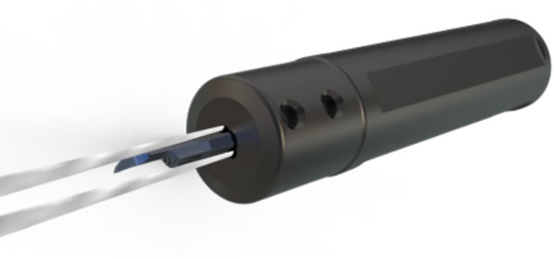
以双拐为首,也可以安装滚花刀(滚棒)。
是小型自动车床的理想形状。
各机械制造商的机型均对全长进行了优化,无需切断。
不仅仅是手杖双人,小直径的保龄球也可以安装。
通过将切口设定为4个方向,也支持从侧面进行固定。
有冷却剂孔
工具侧连接直径( DCONMS ):3 mm-12 mm
全长: 67 mm、80 mm、85 mm、110 mm、115 mm
无冷却剂孔
工具侧连接直径( DCONMS ):2 mm-12 mm
全长: 67 mm、80 mm、85 mm、110 mm、135 mm
小型零件高精度车削加工用PVD涂层硬质合金材料 MS9025
兼具耐磨损性与耐破损性,可有效抑制不锈钢的边界磨损
高铝技术
与以往(Al,Ti)N 相比,Al 含量大幅提高
采用Al 含量大幅提高的“高铝技术”,涂层硬度提高且高硬度相稳定,耐热合金、电磁不锈钢等车削加工时的耐磨损性、耐前刀面磨损性、耐粘结性大幅改善。

涂层的均一化
硬质合金基体的平滑化,使涂层的结晶按照一定的方向生长,形成更加致密平滑的涂层。
因此耐粘结性优良,实现稳定的车削加工。

小型零件高精度车削加工用PVD涂层硬质合金材料 MS7025
采用纳米多层涂层,小进给加工时耐粘结性与耐磨损性飞跃提升
纳米多层涂层
高润滑的AlCrN层与高硬度的AlTiN层采用纳米技术相结合,实现耐粘结性与耐磨损性的飞跃提升。
另外,将涂层的组织结构控制在纳米级,可有效大幅抑制涂层损伤。
高润滑层的效果
采用纳米级的高润滑层,在小进给加工时可抑制由于易发生粘结所产生的积屑瘤,防止加工面损伤。

 日本
日本  美国
美国  墨西哥
墨西哥  巴西
巴西  EU
EU  英国
英国  德国
德国  西班牙
西班牙  法国
法国  意大利
意大利  波兰
波兰  土耳其
土耳其  捷克
捷克  中国
中国  Asia Pacific
Asia Pacific  越南
越南  印度尼西亚
印度尼西亚  印度
印度